Nemoguće je postići željenu kvalitetu zavarivanja bez ispravnog izbora elektroda. Jasno razumijevanje tržišta pomoći će izbjeći pogrešku. Morate znati o vrstama proizvoda različitih proizvođača, preporukama u vezi s uporabom određene marke, načelima označavanja elektroda.
Uloga elektroda svodi se na stvaranje luka u elektrolučnom zavarivanju. Kvaliteta elektroda izravno utječe na radnu učinkovitost i rezultat. Koliko će luk biti stabilan, koliko će se metal duboko zagrijati, je li lako zapaliti luk i druge nijanse tijekom zavarivanja određuju se izborom elektroda. Trebali bi:
održavajte stabilan luk tijekom rada;
rastopiti ravnomjerno;
oblikujte uredan šav s željenim kemijskim sastavom;
stvorite uvjete za minimiziranje prskanja vrućeg metala;
Osim toga, troska koja nastaje tijekom zavarivanja treba lako ukloniti.
Promjer
Izbor promjera elektrode (jezgre) određuje se debljinom dijelova koji se zavaruju i maksimalnom strujom korištenog aparata za zavarivanje. Što su viši, deblji elementi koji se spajaju mogu biti.
Sva tri parametra međusobno ovise. Njihove vrijednosti navedene su u posebnim tablicama, koje je prikladno koristiti prije rada i kupnje elektroda. Dakle, za dijelove debljine 3-4 mm trebate koristiti elektrode promjera 3 mm s regulacijom radne struje u rasponu od 80-160 a.
Koje su elektrode za zavarivanje
Sve elektrode predstavljene na domaćem tržištu podijeljene su u vrste koje su dizajnirane za rad s raznim metalima. Postoji zasebna skupina proizvoda za zavarivanje za različite vrste čelika, za lijevano željezo, obojene metale, aluminij i njegove legure. Zahvaljujući ovoj podjeli, zavarivaču je lakše odabrati opremu i optimalni način rada pri radu s određenim metalom. Postoji i zasebna skupina elektroda koje se koriste isključivo za takozvano “taloženje metala”.
Značajke ručnih tehnoloških operacija također su odlučujući faktor koji utječe na klasifikaciju elektroda. Uostalom, zavarivački radovi mogu se izvoditi s različitim rasporedom elektroda, stupnjem prodiranja metala, dubinom zavarenog bazena i drugim značajkama.
Debljina elektrode određuje njezinu pripadnost proizvodima tanke (m), debele( E) ili srednje veličine (C). Ovisno o vrsti premaza, proizvodi su podijeljeni u četiri skupine:
kiselo-označeno a;
celuloza-C;
glavni-B;
rutil-R;
kombinirano ili miješano. Označeno ovisno o tome koje se vrste premaza koriste-RB, RC, ar ili drugo.
Ako elektroda ima premaz koji nadilazi gornju klasifikaciju, označava se slovom “P” – ostalo. Sastav premaza uključuje aditive koji su dizajnirani za poboljšanje kvalitete zavara izrađenog od određenog materijala. Na primjer, rutilni premaz elektrode sprječava stvaranje praznina i pukotina u području zavara. Više elektroda klasificira se ovisno o polaritetu opskrbne struje, vrijednosti napona, promjeru, duljini šipke.
U slučaju nužde, elektrode se mogu izraditi samostalno. Da biste to učinili, potrebna vam je čelična žica promjera u rasponu od 1,6 do 6 mm. Od nje se izrađuju segmenti duljine oko 35 centimetara. Mješavina krede i silikatnog ljepila prikladna je za premazivanje.
Značajke inverterskog zavarivanja
Inverterski Aparati za zavarivanje rašireni su i traženi kako među profesionalcima, tako i među zanatlijama, tako i među početnicima. Sve je u svestranosti karakteristika izlazne struje (istosmjerne i izmjenične), kompaktnosti i pokretljivosti opreme. U ovom slučaju postoje modeli koji su povezani i na dvije i na tri faze.
Da biste dobili ideju o prednostima zavarivanja s ovom vrstom uređaja, prije svega morate znati što su elektrode za zavarivanje pretvarača, kako odabrati njihovu potrebnu modifikaciju za određeni slučaj primjene. Svestranost tehnologije omogućuje upotrebu bilo koje vrste obloženih elektroda. Međutim, različiti uvjeti zahtijevaju određene vrste premaza, promjer i karakteristike struje.
Općenito, početnici preferiraju invertersko zavarivanje od analoga s ispravljačima ili transformatorima zbog dostupnosti tehnologije, jasnoće i brzine savladavanja tehnologije, zanatlije-privlači dostupnost širokog spektra različitih zavarivačkih radova, profesionalci-preferiraju zbog pouzdanosti, stabilnosti i trajnosti spojnog šava.
Zavarivanje inverterskim aparatom
Korisne informacije! Samo na prvi pogled može se činiti da su elektrode nepretenciozan potrošni materijal za pohranu. Zapravo, kvaliteta zavarivanja ovisit će o tome koliko su strogo poštivani uvjeti njihovog održavanja. Na primjer, prema zahtjevima Državnog standarda, temperatura okoline u sobi za dugotrajno skladištenje ne smije pasti ispod 15oC.
Klasifikacija elektroda prema GOST 9466-75
Metalne obložene elektrode namijenjene ručnom elektrolučnom zavarivanju podijeljene su u skupine prema nekoliko parametara: namjeni, kemijskom sastavu i mehaničkim svojstvima, debljini i vrsti nanesenog premaza. Osim toga, uzimaju se u obzir i pokazatelji zavarivanja i tehnologije.
Vrste elektroda prema namjeni
Ovisno o opsegu uporabe, proizvodi su namijenjeni:
za rad s ugljičnim ili niskougljičnim materijalima čiji stupanj otpornosti na kidanje ne prelazi 600 Mpa. Označeni su slovom “U”;
za spajanje obradaka izrađenih od konstrukcijskog legiranog čelika čija otpornost na kidanje ne prelazi 600 Mpa. Elektrode su označene slovom “L”;
za zavarivanje legiranog čelika otpornog na visoke temperature. Proizvodi su označeni slovom “T”;
za zavarivanje visokolegiranog čelika s posebnim karakteristikama. Vizualni marker-slovo “B”;
za stvaranje zavarenog sloja na površini materijala s posebnim svojstvima. Elektrode imaju oznaku-slovo “H”.
Prema navedenim standardima, elektrode su podijeljene u vrste ovisno o kemijskom sastavu zavarenog metala i u skladu s mehaničkim karakteristikama obrađenog materijala. Oznaka sadrži brojeve koji označavaju minimalni otpor loma u kgf / mm2: E42, E42A, E50 i drugi. Slovo nakon digitalnog markera označava visoke plastične karakteristike, dobru viskoznost i ograničenja na kemijske komponente.
Prema debljini premaza
Prema ovom pokazatelju, predviđena je podjela proizvoda uzimajući u obzir omjer apa / apa, gdje apa odgovara promjeru premaza, a apa – veličini opsega metalne šipke. Uobičajeno je razlikovati elektrode prema debljini premaza:
tanak. Omjer promjera manji od 1,2. Označeno slovom “M”;
prosjek. Rezultat je u rasponu od 1,2 < h < 4,5. Označeno slovom “C”;
debela. Koeficijent manji od 1,8, ali veći od 1,45. Oznaka — “D”;
posebno gusta. Broj dobiven dijeljenjem dva promjera veći je od 1,8. Oznaka “G” je prepoznatljiva značajka proizvoda.
Prema odredbama gost 9466-75, predviđena je podjela u tri skupine koje se razlikuju u kvaliteti. Određuje se stanjem premaza, točnošću premaza i šipke, sadržajem fosfora i sumpora u površini.
Vrste premaza elektroda
Vrijednosti su prikazane u donjoj tablici:
Vrsta premaza
Oznaka prema GOST 9466-75
Međunarodna oznaka za oceane
Kiselo
A
A
Glavni
B
B
Rutil
R
R
Celuloza
TS
C
Mješoviti premazi
Kiselo-rutil
AR
AR
Rutil-jezgra
RB
RB
Rutil celuloza
RC
RC
Ostalo (mješovito)
P
S
Rutil s željeznim prahom
RJ
RR
Prema prostornom rasporedu površine
Elektrode treba odabrati ovisno o prostornom položaju spoja:
preporučuje se za rad u bilo kojem položaju-označeno je s “1”;
zavar je dopušten u bilo kojem položaju osim u smjeru od vrha do dna — “2”;
za sljedeći prostorni raspored: okomito, vodoravno, dno i okomito odozdo prema gore — “3”;
za rad u donjem položaju ,uključujući metodu u čamcu — “4”.
Prema vrsti i polaritetu struje
Sve vrijednosti prikupljene su u obliku tablice:
Preporučeni istosmjerni polaritet
Napon otvorenog kruga
za neiskusne zavarivače treba odabrati rutilne vodiče, za iskusne radnike vrsta premaza nije osobito važna;
vrsta elektrode – topljenje ili netopljenje;
vrsta konstrukcije, opreme ili elemenata za zavarivanje (za elektromotore je potrebna jedna vrsta, za zavarivanje žlica bagera – druga);
razreda čelika;
debljina elemenata;
vrsta struje i njezin polaritet;
karakteristike kupljenih elektroda.
Neiskusni korisnici
Za početnike u zavarivanju poželjno je koristiti elektrode s rutilnim slojem. Takvi se proizvodi lako koriste u usporedbi s drugim vrstama. Najpopularnije marke uključuju:
Ano-4;
MP-3 (naziva se i “plave elektrode” zbog odgovarajuće boje);
OK 46.00;
UTP 65D.
Upotreba u svakodnevnom životu
Zavarivanje koje se izvodi u svakodnevnom životu karakterizira mala razina složenosti. Oni zahtijevaju normalnu ili lošu kvalitetu šava, jer je glavna svrha spajanje potrebnih elemenata koji ne doživljavaju ozbiljna opterećenja i ne podliježu značajnom trošenju.
Najčešće izvedeni u domaćim uvjetima uključuju montažne radove za stvaranje malih metalnih konstrukcija (staklenici, stupovi za ogradu), restaurativno zavarivanje automobila u garažama ili na gradilištima.
Za kućno ručno elektrolučno zavarivanje marke elektroda:
Ano. Pogodno za pretvarače bilo koje vrste koji se koriste kao
Najčešće se koriste takve marke:
NZH-13;
Ozl-8;
CL-11;
CT-15.
Lijevano željezo
Lijevano željezo klasificirano je kao najpopularniji materijali koji su pronašli svoju primjenu u raznim građevinskim i industrijskim sektorima.
Za spajanje proizvoda od lijevanog željeza koriste se:
MNCH-2.
OZZHN-1.
OZCH-2.
CH-4.
OK 92.18.
Od elektroda navedenih na popisu, sve su prikladne za zavarivanje lijevanog željeza, ali treba imati na umu da se vodič mora u najvećoj mjeri podudarati s markom materijala (siva, visoka čvrstoća itd.d.).
Cijevi
Pri odabiru elektroda za spajanje cijevi, debljina elemenata uzima se kao glavni parametar. Što su deblji zidovi cijevi, to je veća debljina vodiča koju treba odabrati.
Cijevi su povezane na jedan od četiri načina, o kojima također u velikoj mjeri ovisi potrebna marka elektrode:
preklapanje;
u kut;
stražnjica;
thetaurus.
Osim toga, ne zaboravite da postojeća klasifikacija cijevi uključuje mnoge točke, stoga nema jasnog odgovora na pitanje “koja je elektroda bolja” za njihovo povezivanje.
Zavarivanje kritičnih cjevovoda mora se obaviti elektrodama za spojeve povećane složenosti. Za autoceste za kućanstvo (vodoopskrbe, sustavi grijanja) nema posebnih zahtjeva za čvrstoću šavova.
Najpopularnije vrste potrošnog materijala uključuju:
ZIO-20.
TML-1U.
SSSI-13/55.
Tsu-5.
Najpopularniji među profesionalnim električnim zavarivačima su vodiči za internet-52. Elektrode ove marke koriste se za ugradnju plinovoda, spremnika koji rade pod visokim tlakom.
Za pretvarače
Invertersko zavarivanje jedan je od uobičajenih načina spajanja. Uređaji omogućuju dobivanje struje zavarivanja izravnog ili obrnutog polariteta. U potonjem slučaju, toplina je koncentrirana na kraju vodiča, pri čemu proizvod koji se zavaruje djeluje kao pozitivna anoda, a negativna elektroda kao katoda. Učinkovitost zavarivanja ovisi o ravnomjernosti raspodjele potencijala. Gotovo sve vrste obloženih šipki prikladne su za rad, početnici bi trebali koristiti rutilne elektrode.
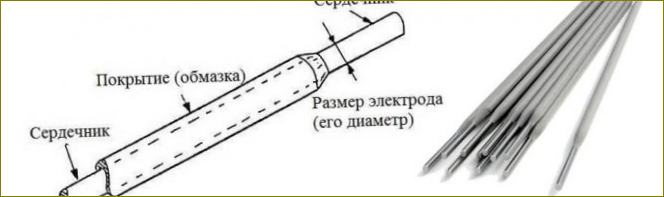
Od čega se sastoji elektroda za zavarivanje
Općenito, elektroda je komad žice kroz koji tijekom zavarivanja prolazi električna struja. Površina je prekrivena posebnim kemijskim sastavom koji određuje svojstva proizvoda. Postoje elektrode koje su samo komad žice i nemaju dodatni premaz. Tako se zovu-nepokriveni.
Elektrode za topljenje i topljenje
Šipka unutar elektrode izrađena je od metala, a rjeđe od bakrene šipke. Njegova je zadaća ispuniti bazen za zavarivanje talinom koja povezuje dva obratka. Premaz oko metalne šipke određuje kemijske karakteristike elektrode i sadrži tvari koje poboljšavaju kvalitetu šava.
Elektrode koje se ne tope izrađene su od praškastih materijala. Najčešće korišteni ugljen ili volfram. Povećavaju kvalitetu prianjanja dijelova koji se spajaju. Šav se formira bez topljenja metalne šipke, a materijal elektrode se troši kao žica za punjenje. Najčešći materijal koji se koristi u proizvodnji takvih elektroda je amorfni ugljen. Gotov proizvod je izdužena ovalna šipka.
Ova vrsta ugljičnih elektroda koristi se za oblikovanje šavova s visokim estetskim pokazateljima. Oni su također traženi za zračno-lučno rezanje debelih metalnih praznina.
Elektrode za točkasto zavarivanje
Odvojeno, morate obratiti pažnju na opremu namijenjenu točkovnom zavarivanju. Značajke tehnologije su očuvanje početnog oblika dijelova koji se spajaju i osiguravanje željenog stupnja električne vodljivosti.
Za rješavanje problema ove vrste predviđeni su posebni uređaji koji rade bez uobičajenih elektroda. Njihova je uloga zamijenjena posebnim bakrenim kontaktima izrađenim u obliku šiljastih šipki. Kod kuće se takvi kontakti mogu napraviti samostalno. Na primjer, prilagodite istrošene vrhove moćnih lemilica.
Elektrode ozl-8 (lez)
Glavna svrha elektroda ozl-8 je zavarivanje nehrđajućih čelika s visokim postotkom nikla i kroma. Zavarivanje lez elektrodama provodi se na istosmjernoj struji obrnutog polariteta. Stvoreni šav odlikuje se visokom otpornošću na koroziju, kao i pristojnim pokazateljima čvrstoće.
Ovdje, kao i kod zavarivanja, s prethodnim elektrodama s osnovnim premazom, nastaje mala količina troske. Osim toga, troska se gotovo odmah odvaja od površine ohlađenog zavara. Jednako važno, šav ne puca kad se ohladi. U tom slučaju, ipak, ne smije se dopustiti naglo hlađenje zavara kako bi se spriječilo smanjenje čvrstoće veze.
Vrste i sastav premaza elektroda za zavarivanje
Za ručno elektrolučno zavarivanje koriste se elektrode koje se sastoje od šipki duljine 25-45 cm, na čiju se površinu nanosi sloj posebnog premaza. Na tržištu postoji nekoliko klasa:
stabilizirajući. U svom sastavu imaju elemente koji savršeno ioniziraju luk za zavarivanje. U većini slučajeva premaz se nanosi na šipke tankim slojem-tanko obložene elektrode;
zaštitna. Premaz je izrađen od mješavine različitih materijala. Glavni zadatak sastava je zaštititi zonu taline od utjecaja atmosferskog zraka. Osim toga, doprinose stabilnom Gorenje luk, rafinirati i doping šav;
magnetski. Nanosi se na šipku izravno tijekom zavarivanja. Prskanje se provodi pod utjecajem elektromagnetskih sila koje nastaju između žice pod naponom i ferrimagnetskog praha izlivenog u poseban spremnik. Žica ili šipka dovode se u područje zavarivanja upravo kroz ovaj lijevak.
Postoje takve glavne vrste premaza elektroda:
rudne kiseline. Sadrže okside mangana i željeza, silicijev dioksid i puno feromangana. Da bi se stvorilo zaštitno okruženje, sastav uključuje organske tvari-škrob — drveno brašno, celulozu i druge;
rutil. Postaju sve popularniji, zahvaljujući razvoju tehnologije rudarstva rutilnih minerala. Njegova glavna komponenta je titanov dioksid (Opini2). Osim rutila, premazi sadrže i druge elemente: kalijeve i magnezijeve karbonate, feromangan, silicijev dioksid;
fluoristo-kalcij. Sastav uključuje kalcijeve i magnezijeve karbonate, ferolegure i fluorit;
organski. Sastav uglavnom sadrži organske spojeve. Najčešće se koristi oksiceluloza s dodatkom materijala koji stvaraju trosku, deoksidansa i legirajućih aditiva.
Pravila označavanja
Za označavanje svih vrsta postojećih elektroda koristi se određeni krug. Prema njegovoj konstrukciji, prva znamenka određuje vrstu elektrode, sljedeća pozicija informira o marki proizvoda, a slijedi oznaka promjera.
Četvrta u ovoj shemi je šifra koja određuje svrhu, a peta je debljina premaza. Šesta je šifra koja karakterizira šav za zavarivanje ili priljev metala. Zatim možete pročitati informacije o premazu šipke. Osmi položaj pruža informacije o prostornom položaju elektrode tijekom zavarivanja, a deveti položaj daje informacije o naponu i vrsti struje.
Za veće razumijevanje vrijedi razmotriti konkretan primjer:
Prva četiri simbola “E46A” nose informacije o vrsti elektrode. Dešifrira se ovako:
E-dizajniran za metodu elektrolučnog zavarivanja;
46-jedinica otpornosti na lom luka prema standardima GOST 9467-75;
A-napredna klasa šipke.
Sljedeći indeks “u” označava da se elektroda može koristiti u radu s legiranim i niskougljičnim čelikom. “D2” je dodijeljena drugoj skupini proizvoda prema debljini premaza.
Oznaka u nazivniku 432 (5) parametar je zavarenog spoja koji tvori šav. “B” – vrsta premaza glavne elektrode. Položaj elektrode tijekom rada odgovara vrijednosti “1”. Trenutni način rada “0” je obrnuti polaritet istosmjerne struje.
Ispod je tablica o značenju oznaka premaza metalne šipke:
Vrsta premaza
Označavanje prema GOST 9466-75
Međunarodno označavanje na temelju oceana
Označavanje prema starom gost 9467-60
kiselo
A
A
R (Rudna kiselina)
glavni
B
B
F (fluoro-kalcijev)
rutil
R
R
T (rutil (Titan))
celuloza
TS
C
O (organsko)
mješovite vrste premaza
kiselo-rotil
AR
AR
rutil-jezgra
RB
RC
mješoviti ostali
P
S
rutil s željeznim prahom
RJ
RR
Sušenje i kalciniranje elektroda
Tijekom transporta ili skladištenja elektrode mogu postati vlažne. U tom je slučaju potrebno prethodno sušenje, a još bolje kalciniranje. Ovo je vrlo važan postupak koji u konačnici pozitivno utječe na paljenje luka.
Ne pribjegavajte često kalciniranju elektroda, jer opetovano zagrijavanje može oštetiti premaz šipke. Preporučljivo je postupak podvrgnuti samo broju elektroda potrebnih za tekući rad. Ili bi ih trebalo ostati vrlo malo.
Probijanje je također praktično jer podiže temperaturu elektroda neposredno prije rada. To je važno, na primjer, za zavarivanje cijevi ili pri radu s debelim radnim komadima. Predgrijavanje omogućuje dobivanje zapečaćenih spojeva tijekom “zavarivanja pod pritiskom”. Ali treba imati na umu da je važno postupno zagrijavanje. S naglim padom temperature moguće je stvaranje kamenca.
Kalcinacija je povezana s rokovima i trajanjem skladištenja elektroda. Prema općeprihvaćenim standardima, maksimalni rok trajanja domaćih proizvoda je pet godina. U praksi se elektrode mogu čuvati malo duže, a da pritom ne izgube svoje karakteristike.
Što su vijci za školjke i gdje se koriste? Svatko tko mora prikupiti ili popraviti nešto važno je znati što su vijci ljuske i gdje se koriste. Ovi dizajni mogu biti vrlo raznoliki: postoje pričvršćivači kategorija m6 i m8 s...
Što su drvene tračnice i gdje se koriste? Stablo je savršen materijal za završnu obradu. Jedinstvene karakteristike i visoka dekoracija privlače dizajnere i majstore. Drvo je lako obraditi, prilično zanimljive stvari čine ga. Prirodna tekstura će postati izvrstan unutarnji...
Što su svjetionici za žbuku i gdje se koriste? Danas se mnogi vlasnici privatnih kuća i apartmana suočavaju s problemom neravnih zidova. Takvi nedostaci u kutovima su posebno vidljivi. Zbog ove sobe može izgledati manje privlačno, a namještaj će biti...
Pozdrav svima! Ja sam Slaven Izgraden i s oduševljenjem dijelim svoju strast prema popravku i instalaciji opreme s vama. Kao autor na ovoj web stranici, vodi me moja ljubav prema tehnologiji i želja da pomognem drugima da razumiju i rješavaju probleme vezane uz svoju opremu.
Comments: 1
Irena Novak
Elektrode su vodiči koji se koriste za prenošenje električnih signala u kemijskim, medicinskim ili industrijskim aplikacijama. One mogu biti izrađene od različitih materijala poput metala, grafita ili polimera. Elektrode se često koriste u laboratorijskim istraživanjima, elektrokemiji, medicinskim uređajima kao što su elektrokardiogrami ili elektrostimulacija mišića te u industriji za elektrokemijske procese ili obradu metala. Kakve elektrode su najprikladnije za određene primjene ovisi o zahtjevima samog procesa i okruženju u kojem se koriste.
Kolačiće koristimo za poboljšanje web stranice i korisničkog iskustva. Nastavkom pregledavanja stranice pristajete na upotrebu kolačića. Uvijek možete onemogućiti kolačiće u postavkama pregledača.DaNePrivacy policy


Elektrode su vodiči koji se koriste za prenošenje električnih signala u kemijskim, medicinskim ili industrijskim aplikacijama. One mogu biti izrađene od različitih materijala poput metala, grafita ili polimera. Elektrode se često koriste u laboratorijskim istraživanjima, elektrokemiji, medicinskim uređajima kao što su elektrokardiogrami ili elektrostimulacija mišića te u industriji za elektrokemijske procese ili obradu metala. Kakve elektrode su najprikladnije za određene primjene ovisi o zahtjevima samog procesa i okruženju u kojem se koriste.